世界に羽ばたく賛光精機株式会社の加工技術
マシニングによるヘール加工技術日本トップクラス!
- ヘール加工幅1mm~10.0mm の面粗度Rz0.3以下の鏡面加工を実現!その他ヘール加工幅33.0mm、32.0mmの面粗度Rz0.8以下の精度加工が可能!
製品を交えての加工実例
加工技術ポイントA
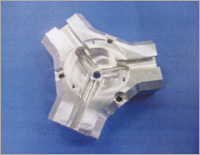
●材質A5056の丸棒から自社設計開発の加工治具を使用し、縦型マシニングによる総削り出し
●下薄加工部は寸法公差0.008mmを満たす精度の加工
●機械加工時にバリ取り加工を行っているので、手作業によるバリ取りはほぼ無し
加工技術ポイントB
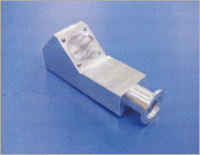
●材質A5052の角材からバイスを使用し、横型マシニングによる総削り出し
●外周の加工にФ63のフェイスミルを使用したことにより、短時間で外周加工を終了
●シール面はヘール加工による面粗度Rz0.8以下の鏡面加工
加工技術ポイントC
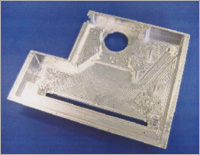
●材質A5052-T6の角材から自社設計開発の治具を使用し、横型マシニングによる高回転、高送りによる総削り出し加工
●平面図を基にCAD/CAMを使用して、3次元形状モデリングしてツールパスを作成
●製品の歪み等を考慮しつつ、荒加工と仕上加工を同工程にて加工して全2工程
加工技術ポイントD

●材質A6063-T6の押出材を使用し、素材バランスを考慮して加工
●中心部のФは面粗度1.6S以下の精度
●中心部のM17-0.75は、ムシレが無いようにPLANET.TPを使用して加工
加工技術ポイントE
●材質はアルミのダイキャストを使用
●幅0.4mm以下のすり割り部は自社で制作したアーバーにメタルソーを装着し加工
●面粗度Rz0.8以下の座面は単結晶ダイヤの1枚刃エンドミルを使用し実現